
MS-Expertise propose des actions de formation en ultrasons conventionnels ayant pour but de préparer votre personnel contrôleur à maîtriser les techniques ou à se remettre à niveau avant le passage de la certification des personnels END.
Pré-requis :
Personnel END disposant d'une expérience industrielle minimale de 3 mois pour un accès au niveau 1, de 9 mois pour un accès au
niveau 2 et de 12 mois pour un accès au niveau 2 direct.
Objectifs :
Préparer vos personnels au passage de l'examen suivant la norme NF EN ISO 9712.
Déroulement :
- Partie théorique
- Partie pratique intensive sur pièces représentatives.
Durée :
80 heures pour un accès au niveau 1
80 heures pour un accès au niveau 2
160 heures pour un accès en niveau 2 direct
Principe
Le contrôle par ultrasons conventionnels est une méthode de contrôle non destructif permettant la détection de défauts internes.
Les ultrasons sont des ondes vibratoires qui se déplacent de proche en proche à travers les atomes constitutifs du milieu qu’elles traversent. Un dispositif émetteur/récepteur (dit traducteur) constitué d’une pastille piézo-électrique va convertir un signal électrique émis par un générateur d’impulsion électrique en vibration mécanique. A l’inverse, un traducteur recevant une vibration mécanique le convertit en signal électrique. On parle alors de représentation de type A-Scan.
Mode opératoire
- Phase 1
Etalonnage rigoureux de l’ensemble de l’appareillage à ultrasons (poste, traducteurs) à l’aide de blocs d’étalonnage et de référence de nuances similaires aux pièces à inspecter.
- Phase 2
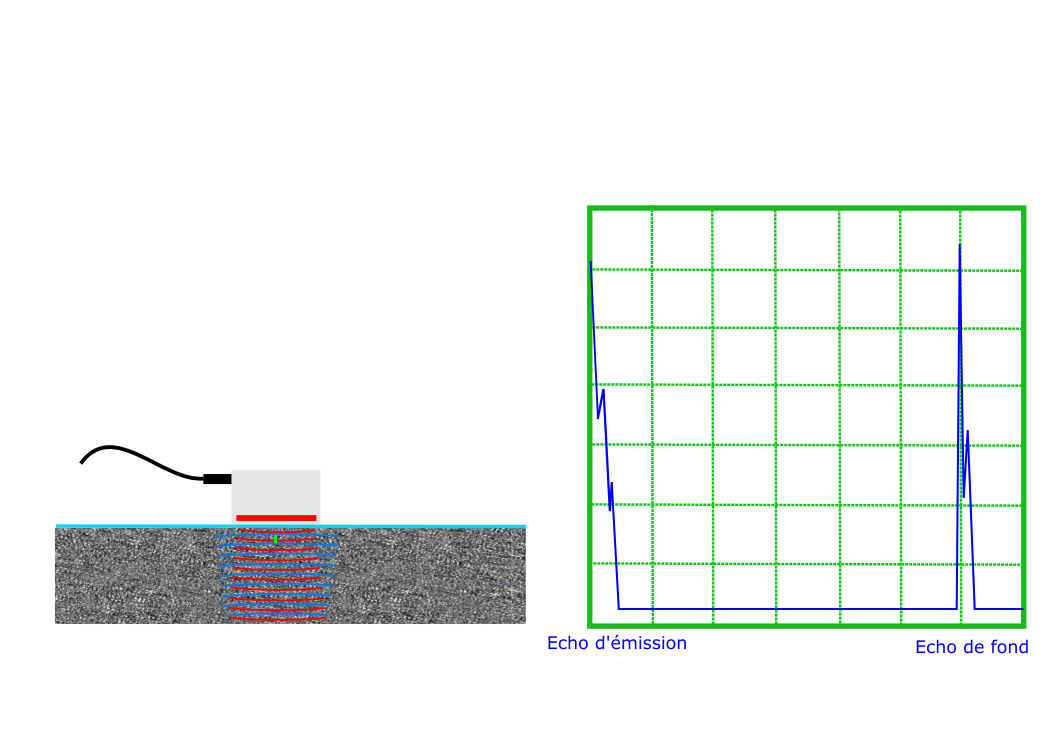
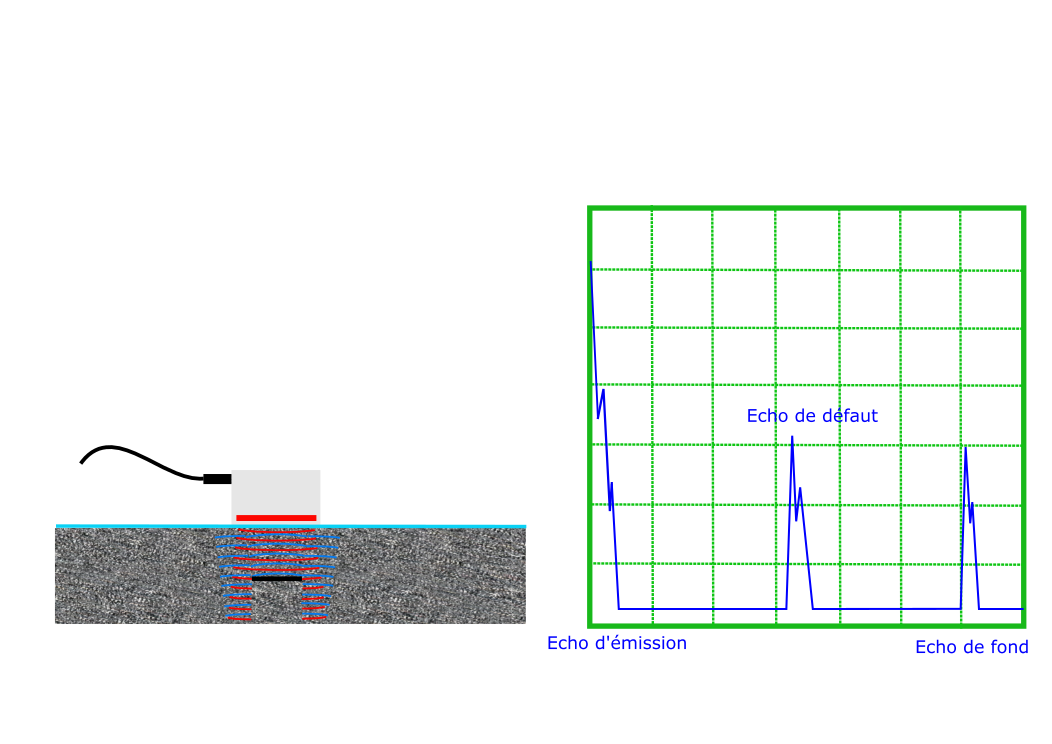
- Cas des ondes longitudinales (OL)
- Ondes émises
- Ondes réfléchis
 |
 |
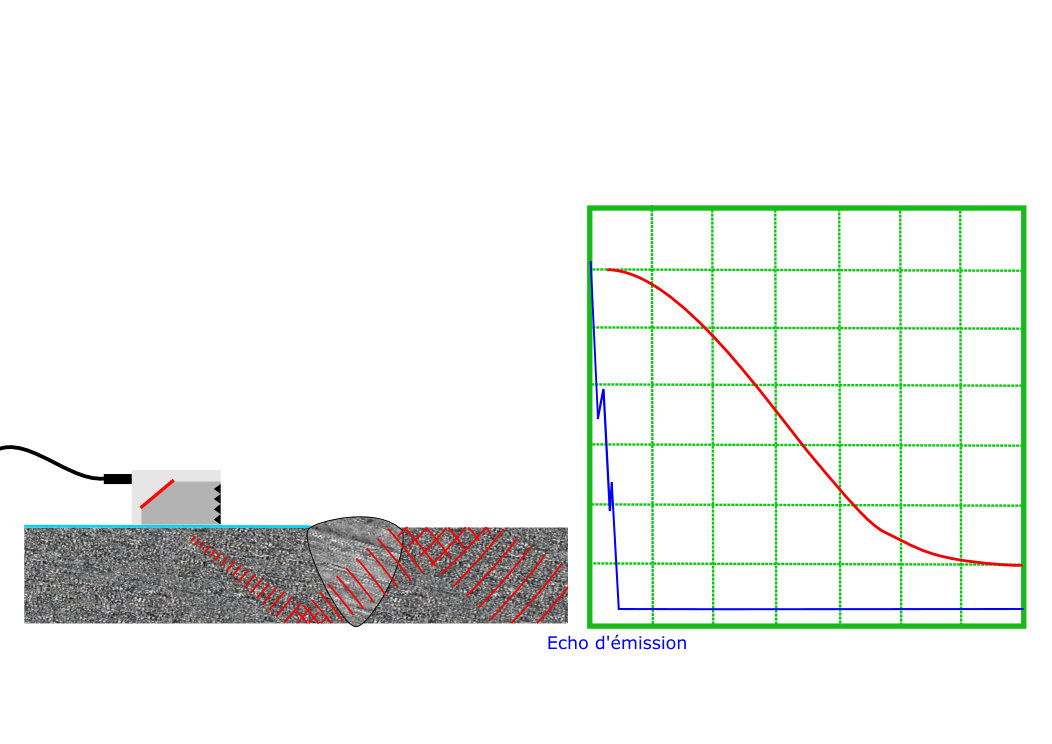
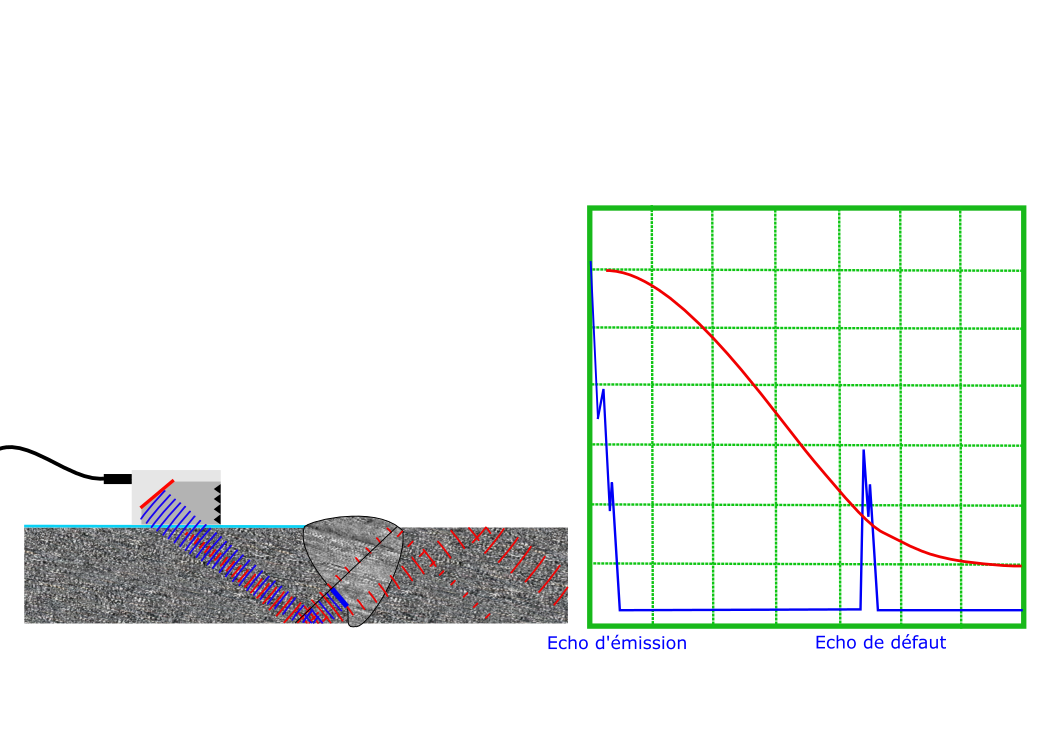
- Cas des ondes transversales (OT)
- Ondes émises
- Ondes réfléchis
 |
 |
Domaine d’activité
- Tous secteurs industriels
- Sur pièces neuves pour recherche de défauts de fabrication
- Sur pièces en service pour recherche de défauts de fatigue
- Soudures d’angles ou bout à bout
- Pièces de fonderie
- Pièces laminées
- Mesures d’épaisseurs
Avantages
- Inspection des matériaux d’épaisseurs importantes.
- Dimensionnement précis des indications détectées.
- Positionnement en profondeur.
- Méthode ne nécessitant l’accès que d’un seul côté.
- Adaptabilité des méthodes aux matériaux et aux géométries des pièces.
- Gamme de matériaux contrôlables importante.
Inconvénients
- Épaisseur mini limitée à 8mm pour les assemblages soudés.
- Contrôle des assemblages soudés en acier inoxydable aléatoire.
- Nécessite une grande expérience pour l’interprétation des signaux.
Principales normes applicables
- NF EN 1330-4 : Terminologie – partie 4 : Termes utilisés pour les essais par ultrasons
- NF EN ISO 16810 : Contrôle par ultrasons : Principes généraux
- NF EN ISO 16811 : Contrôle par ultrasons : Réglage de la sensibilité et de la base temps
- NF EN ISO 16827 : Contrôle par ultrasons : Caractérisation et dimensionnement des discontinuités
- NF EN ISO 12668-1 : Caractérisation et vérification de l’appareillage ultrasons – partie 1 : Appareils
- NF EN ISO 12668-2 : Caractérisation et vérification de l’appareillage ultrasons – partie 2 : Traducteurs
- NF EN ISO 12668-3 : Caractérisation et vérification de l’appareillage ultrasons – partie 3 : Equipement complet
- NF EN 17635 : Contrôle non destructif des assemblages soudés – Règle générales pour matériaux métalliques.
Formations proposées
Formations de niveau 1 et niveau 2 conformes à la norme NF EN 9712 : Qualification et certification du personnel END.
Contactez nous pour toute information complémentaire